When utilizing a vision system for guidance, inspection or picking, it’s important to consider your options. Vision systems automate the decision-making process for manufacturers, determining whether a part meets quality standards or if a part should be moved to one conveyor or another. Sometimes these systems even make decisions in environments that would be difficult or dangerous for people.
A Quick Primer on Cameras
A number of factors determine image resolution: mainly the size of the area photographed and the level of detail needed. Each vision system varies in price and image resolution depending on your needs.
As with traditional photography, determining image detail and resolution for vision systems starts with lenses and lighting. Do you need to see the fine detail of a part with your system, or would you need a wide angle shot of a large part? How quickly do you need your system to make a decision?
Types of Vision Systems
2D Image-Based and Laser Profiling
Similar to a traditional camera that you’d find in your home, 2D vision systems only capture data on the X and Y axes but often do so at a higher resolution and speed than 3D. These 2D systems work well for identifying size, shape, color or finish of a product.
The high resolution of the end image also allows the system to better differentiate top-down edges in detail or measure distances between two or more points with greater precision. For extremely detailed vision tasks such as finding a cut on a material or identifying a product with a specific groove, 2D image-based systems or laser profilers can also assist.
3D Image-Based
A traditional 3D image-based vision system works well for part locating and orienting because it provides locational data on X, Y and Z axes in 3D space. Using a 3D image-based system to see a large area requires a larger amount of data as it’s capturing a 3D point cloud.

3D Laser Line Profiling
Similarly, a 3D laser profiler also captures X, Y and Z data translated as an image. As its name suggests, a laser line profiler shoots a single profile laser light source in a line. So instead of capturing a single, large image of an area, a laser line profiler captures data in slices. Depending on how quickly you move a part through the laser line or how quickly you move the laser line over an area determines the resolution of the image.
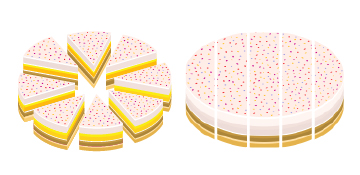
For example, instead of a photo of an entire cake, a laser profiler would capture slices of the cake and then paste those slices together to make a higher resolution image of the entire cake. If the motion of the object or laser profiler is rotational, the photos would be similar to the traditional cake slices on the left. If the motion of the object or laser profile is linear, the profiler would capture cross section slices as shown in the cake slices on the right. Slice sizes would depend on sample rate. Capturing these smaller, higher resolution slices also increases processing time for images, keeping up with the speed of production or, in some cases, increasing the speed.
Additional Capabilities
Artificial Intelligence
Traditional vision systems are rules-based, requiring a programmer to use tools in a software system to tell the robot how to make decisions. A programmer needs to teach a robotic arm to pick a part with a certain RGB color value and then also give the system rules to allow for a certain amount of variance with orientation or color as shades or lighting in the room may vary.
Alternatively, programmers can feed Artificial Intelligence (AI) vision systems as many images as they would like, assigning each image a “yes” or “no” value instead of programming a set of rules for the correct dimensions, colors or tolerances. Using AI saves time for manufacturers, especially with complex decisions or materials such as fabrics that would require significant time investments to teach every possible color, weave direction, orientation, light-level or slight variance in position with tolerances for each.
This system can be especially useful with products who look very similar to one another. Teaching the AI to recognize the correct product and reject one that looks very similar allows for greater accuracy, improving the AI’s decision-making skills. This continual improvement and relative ease of teaching makes AI systems more end-user friendly than traditional rules-based vision systems that would require the expertise of an automation engineer.
Lighting
Providing consistent lighting serves as an additional check on the process, especially in a facility where natural light may change over the course of a day. Programming tolerances for how a color might change as the light level changes can be arduous, but consistent lighting removes the need to program these tolerances.
Another challenge can come from the product itself. For inspecting end products that may be wrapped in clear, often reflective packaging, supplemental lighting may be required to reduce glare and image hotspots.
Backlighting or lighting using only certain colors can also assist with clarifying the edges of images. For example, some products may require a polarized lens or UV light to identify components or possible contaminants. Others may need the use of a red light so as not to damage a final product.
Find the Right Prescription for You
Whether you’re assessing quality, moving parts to the correct place on your line or guiding parts into the correct orientation, Hyperion’s experts are ready to help you find the right system, resolution and price point for your project. Contact our custom automation experts to conquer your manufacturing obstacles with ease.


