An automotive manufacturer presented us with a project assembling door handles for a luxury car brand. The client needed their solution to meet extremely high quality standards and to fit seamlessly into their existing workflow without reducing the pace of work.
This design required two semi-automatic processing stations and two manual processing stations, which would give them the ability to run four different parts on one machine (four different door handles). In order to maintain the current pace of work, the design also needed to accommodate one operator running both sides of the machine simultaneously.
Our Solution
In order to meet the requirements of the client, our design needed to integrate best-in-class tooling equipment, including:
- Sensors that Detect Positioning, Color and Quality
- Ergonomic Fixture Base
- Graco RTV Station
- Extol Infrastakes
Our first challenge was to select the right fixture base for the work. The fixture base had to be adjustable in height, meet ergonomic requirements that are standard in automotive manufacturing facilities, incorporate overhead task lighting, and account for additions such as a fan.
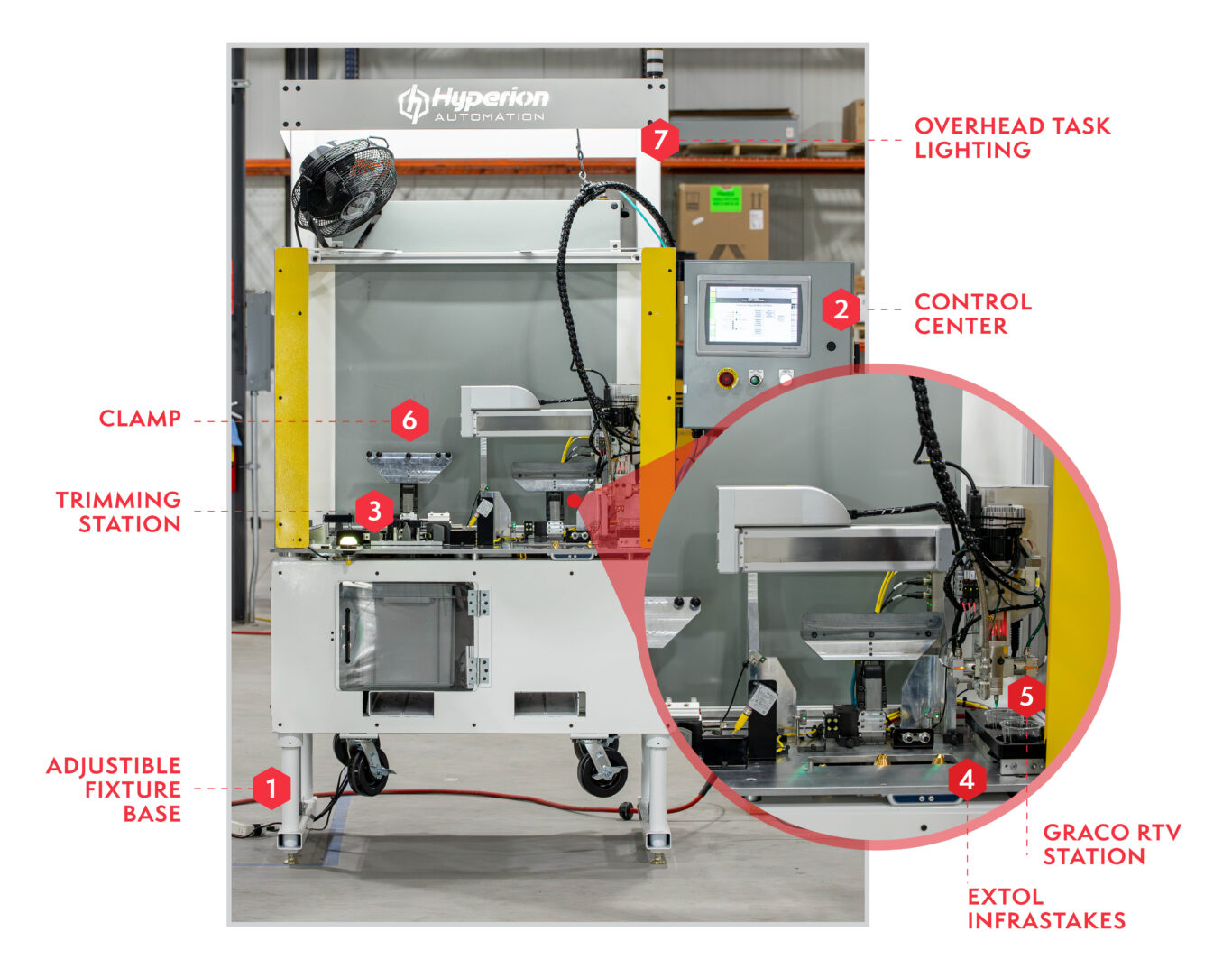
Additionally, we needed to ensure our solution could seamlessly accommodate all four door handles on one machine. That meant that our team programmed the entire tooling station to automatically adjust itself to match the part it would be assembling. Both nests, the Graco RTV station and the Extol Infrastakes were designed to reposition with the touch of a button.
Steps
1
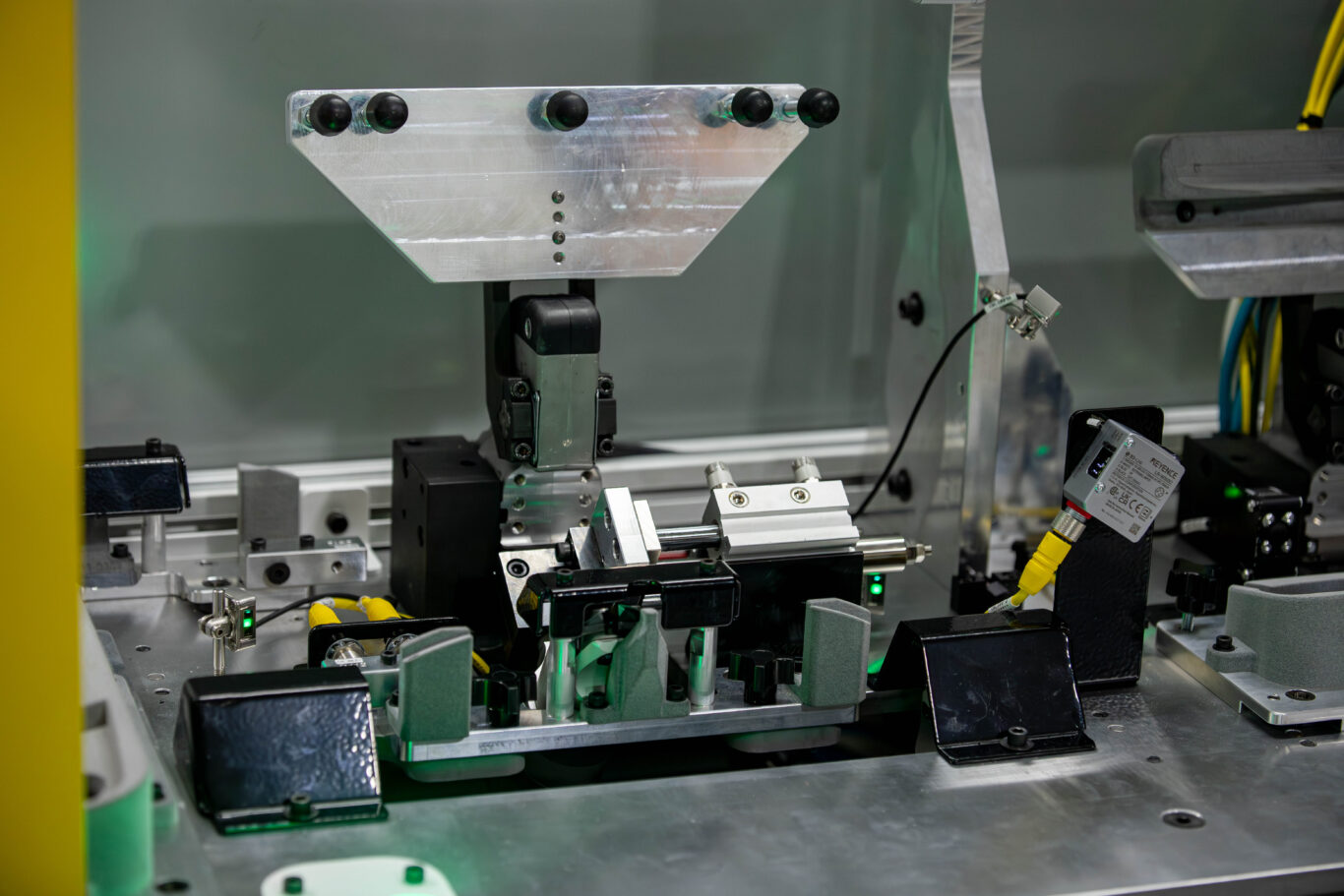
This specific car door handle has an inlay created with an injection molding process that leaves excess material. Therefore, once the operator placed the inlay in the nest, the first step for our machine was to clamp the inlay and trim the excess material with pneumatic cutters.
2
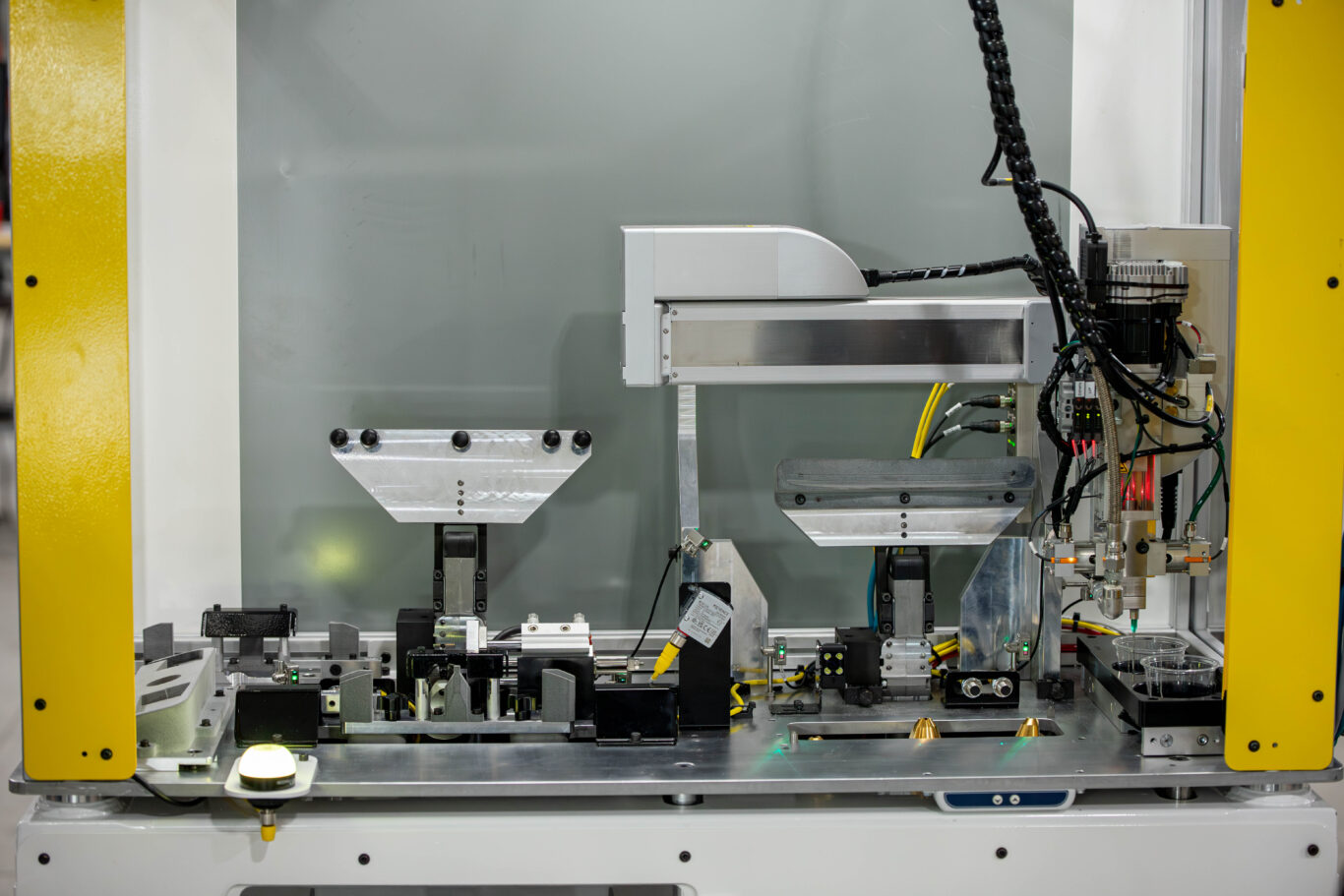
Simultaneously, a second station was designed to prep the other piece of the door handle called the cover. The operator then places the cover into a second nest. In this position, a linear actuator moves a Graco RTV head to place room temperature vulcanising (RTV) silicone beads at precise points along the cover. RTV silicone was selected for this product because of its strength and reputation for preventing rattling.
3
Immediately after applying the RTV bead, the RTV head moves out of the way and places itself into an oil bath to keep the tip from solidifying. This process is essential to keeping the machine running effectively, preventing delays in the manufacturing process.
At this point, the operator will take the trimmed inlay from the first station and transfer it into the cover at the second station to be combined through a “wet-out” or clamping process.
4
Once the clamping process is complete, heat stakes beneath the door handle heat and press portions of the inlay to form secure mushroom heads that further hold it in place. The heat stakes use an internal element to heat the plastic. Once that’s complete, they transition to blowing cool air to solidify the process.
Quality Assurance
After the heat stakes secure the inlay to the cover, the door handle is technically complete. However, there are several checks in place within the design to ensure the product is made to the standards set by the original equipment manufacturer (OEM). There are inspection cameras that check the color on both the inlay and the cover, and the infrastakes do their own quality checks for positioning and temperature monitoring. These are done to mitigate cost and labor loss from a batch made incorrectly.
Making the Impossible, Possible
If the process described above had to be done manually, without the help of automation, it would not be able to meet the demands of modern day automotive manufacturing. By creating a combination automation-operator solution, the client saw:

An increase in production with the machine able to run a 30 second run cycle, creating about 120 handles per hour when running at maximum efficiency. We approximate that our solution will help our client create about 840 parts per shift.

An increase in product consistency and quality. It’s unlikely that an individual would be able to trim parts and place RTV beads with the precision necessary to meet the standards of the luxury car brand. Our solution programmed those tasks to be completed by a machine that was able to conduct rigorous quality checks.

More rewarding and skilled work for operators who are now trained in machine operating.
How We Do This Best
We take great pride in the attention to detail at every stage in our engineering and assembly process. For this case, our work began with selecting the right fixture base for the project and designing it to meet the requirements of our client’s layout. We carefully created a custom tooling station using trusted vendors.
Additionally, our design ensures that our client will generate a quality product. The machine we created for our client has a set of quality checks that integrate with their internal system. This way, a product has to pass all of the quality checks in order to signal the client’s system to generate a product label.


Our concern with quality goes beyond the products our machines help create. Our machines themselves are quality products when we deliver them to the manufacturer’s floor. We’ve done so much internal pretesting and inspection that troubleshooting is often minimal upon delivery. This ensures our clients are able to meet their deadlines knowing we deliver a solution that is essentially ready to use.
Partner With Us
If you have a complex integration project, or if you would just like to talk more about integration technology with a specialist at Hyperion Automation, send us a message!


