Holland-based manufacturer OMT-Veyhl creates parts and products such as height-adjustable tables for custom furniture OEMs. When they needed to update their process for the internal pieces of their height-adjustable desks, they turned to Hyperion for automation expertise.
The Challenge
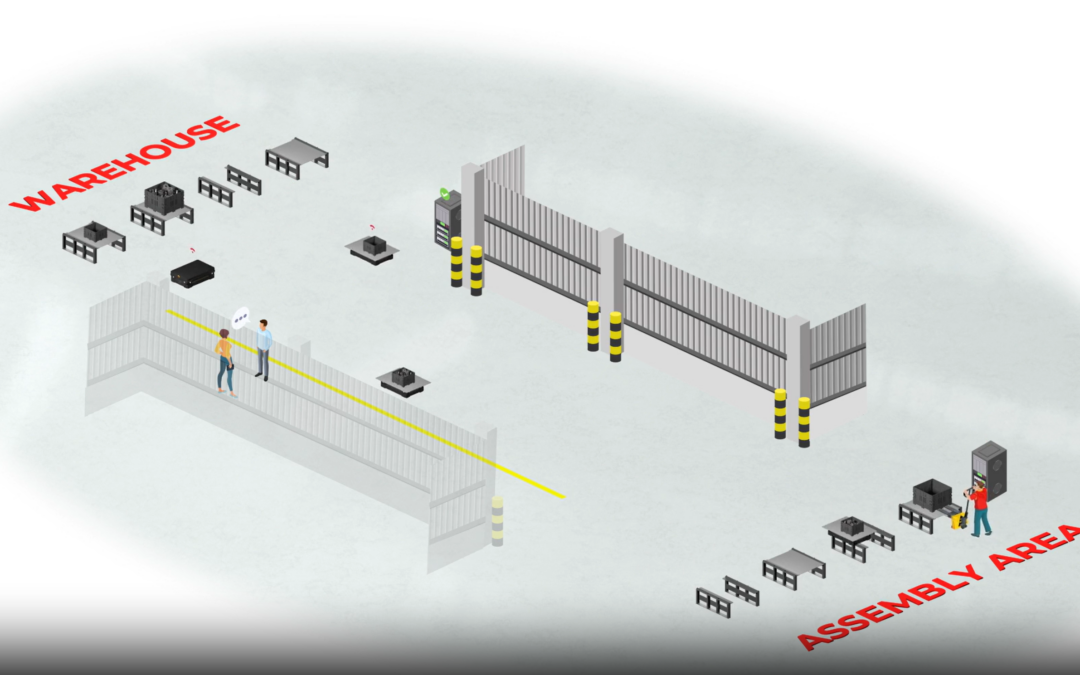
Prior to working with Hyperion, OMT-Veyhl’s line for creating and assembling the internal components of their height-adjustable desks relied heavily on machine operators completing repeated manual tasks. At its most basic level, the process looked like this:
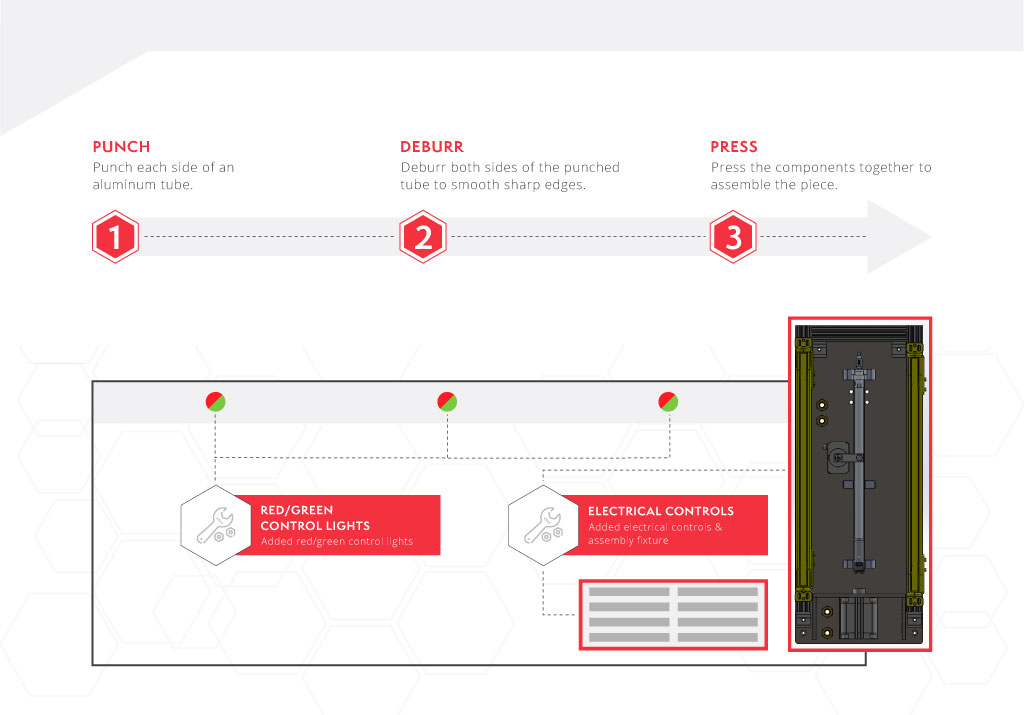
- Punch each side of an aluminum tube.
- Deburr both sides of the punched tube to smooth sharp edges.
- Press additional components and the aluminum tube together to assemble the piece.
This process was done using a batch flow, meaning that an operator would typically take 20 aluminum tubes and punch both sides of each piece, then deburr all 20 and finally press all 20 with the additional components before the process started from the beginning.
Each step of the process relied on manual labor to orient the aluminum tubes, to judge the amount of time needed to efficiently deburr each side, to rotate each piece until it properly aligned with a plastic insert on the end and to clamp the tube and additional components into place.
Improving the Process
Recognizing these inefficiencies, the Hyperion team set to work to design, build and integrate an assembly fixture system to improve the current system. Over the course of 4 weeks, expert engineers carefully designed the mechanical pieces as well as the electrical systems needed to meet each challenge presented. Hyperion worked closely with OMT-Veyhl, ensuring that they identified all needs to provide a customized, timely solution without cutting corners.
Electrical Control System
A large component of the solution came from an added electrical control system. This system facilitated a change from a batch flow process to a single-piece flow. A single-piece flow, as the name suggests, is a process in which one piece goes through the entire assembly (punch, deburr, press) before another piece can begin. Eliminating a queue through the single-piece flow allowed faster assembly and improved focus and attention to quality on each product moved through the line.
The new electrical controls allowed only one portion of the process to operate at a time, preventing batch work entirely. These controls also introduce red and green lights to visually signal the completion of each part of the process.
Increased Safety & Quality
The new controls also incorporated safety and quality stops to each machine, alerting operators when something went wrong so that operators can inspect the affected piece. For improved operator safety, the new fixture also added glass barriers and sensors that would immediately stop the press and prevent potential injury if activated.
Poka-Yoke
Another mechanical addition assisted operators and prevented pieces from being placed incorrectly, automatically correcting the orientation of each piece in the presses and making it much easier to identify incorrectly oriented tubes. Sometimes called poka-yoke, a Japanese manufacturing term for fool-proofing, this extra measure ensures that pieces can only be put together or oriented the correct way—the same way that a 3-pronged plug can only be inserted into a socket the correct way.
Results
With large improvements to workflow through the improved assembly fixture and the addition of electrical controls, Hyperion eliminated the possibility of quality concerns in each part of the process.
- Electrical controls ensured that each piece was punched correctly on both sides to lay a dependable foundation for the rest of the process.
- These controls also took the potential guesswork out of the amount of time needed to deburr the punched aluminum tubes.
- The new fixture also guaranteed that the component parts were correctly pressed into the finished spindle in the right orientation.
Beyond their electrical work and uncompromising quality in this improved assembly line, each of these improvements also increased operator safety while decreasing cycle time and saving labor costs. Hyperion provided all of this excellent work in a much shorter lead time, about 6 weeks from conception to completion total, compared to 10-12 weeks quoted by their competitors.
Have a project or a problem that you’re looking to solve with automation? Let us lend our expertise.