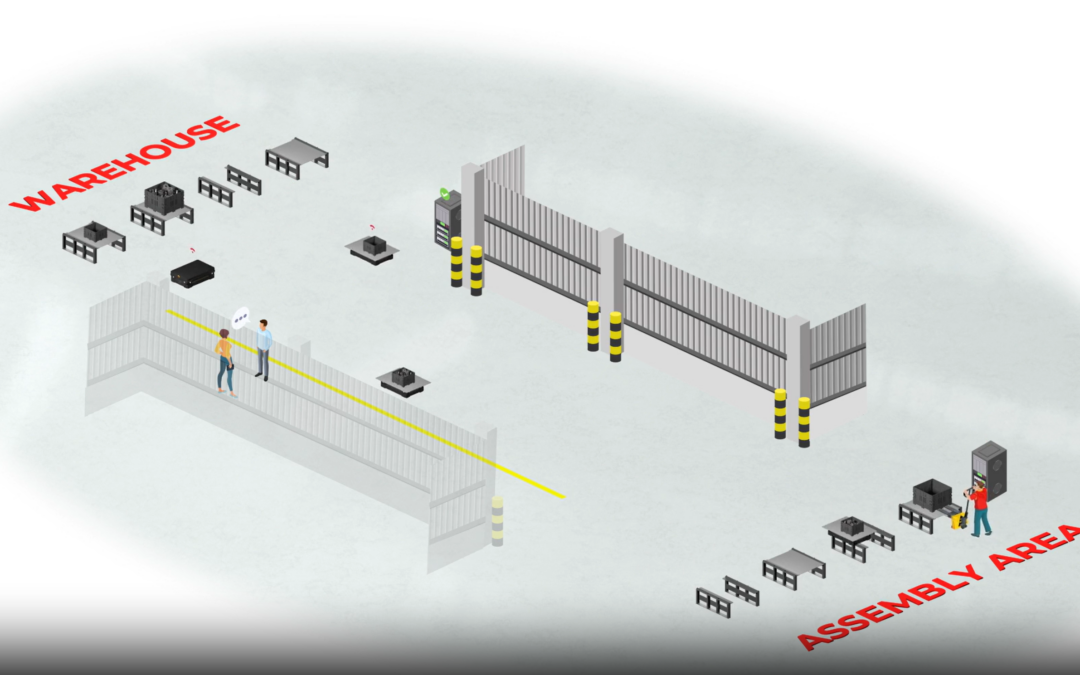
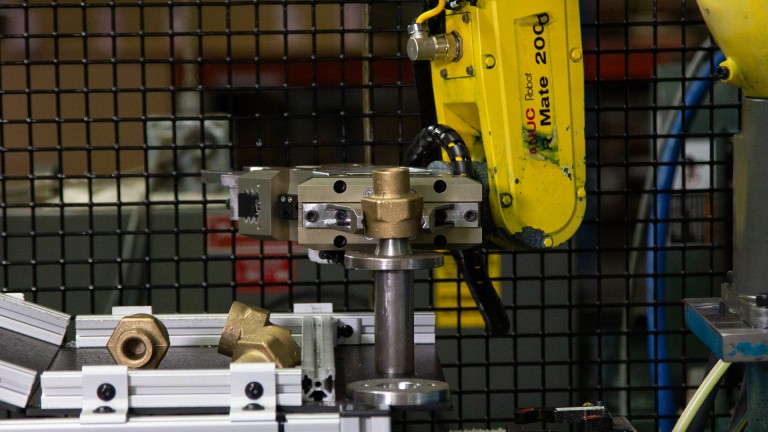
As part of one of their picking cells, Holland manufacturer Precision Metal Products previously used a Fanuc robotic arm to pick unfinished parts from a bowl feeder and then place these parts into a CNC finishing machine.
While the cell worked well, there were opportunities to improve it even further. Its set-up allowed little flexibility for other part applications without major investments of time and financial resources. To allow Precision the flexibility to pursue future opportunities with fewer upfront costs, Hyperion integrated a customizable vision system with Precision’s existing cell.
The Problem
One of the main parts the cell produces is a brass-forged natural gas line fitting. Previously, an elevator moved these fittings and dumped them in batches into a custom vibrating bowl feeder. The feeder guided fittings along its track, with two air cylinders at the end of the bowl to squeeze the part into its final orientation. In that final orientation, the robotic arm would then pick up the fitting and place it on a CNC rotary transfer machine, a multi-station CNC machine where each station completes another machining process.
The main drawbacks of this system mainly stemmed from the bowl feeder:

- Customization: Each bowl feeder is customized for a specific part, requiring a new bowl for each different part.
- Financial: Vibrating bowl feeders are expensive, with a price tag upwards of $30,000 per bowl.
- Time: Lead time to order and create another custom bowl feeder runs at least 12 weeks. Upon delivery, even more time would be required to integrate the new bowl or to engineer a connection between multiple bowl feeders.
- Sound: Metal pieces and the brass-forged fittings in particular are heavy, weighing between 1-2lbs each. With these fittings dropping into a steel bowl that continually shakes, the process was very loud.
The Solution: A 3D Vision System
To minimize these issues and create greater flexibility while saving time and money, Hyperion customized one of Fanuc’s 3D vision packages to eliminate the need for a vibrating bowl feeder while using the existing robotic arm.
Hyperion’s team integrated a camera-guided multi-step orientation process for the robot. The vision system would capture images of the parts tray, pick up the individual parts and then place them on an orientation stand. The Fanuc then returns to the orientation stand and places the part on the CNC.
Training a Robot
The Fanuc robotic arm had to be programmed and taught multiple aspects of the process in order for a part to be successfully picked. Each step of the process involved its own programming considerations.
1. Possible Part Orientations
Hyperion uploaded multiple 3D CAD part images, teaching the software to recognize each of the possible orientations a part might lay in the tray. This also involved teaching the AI to recognize which orientations would allow for a successful pick.
2. Gripping the Part
Fanuc’s vision system had to know where on the part the arm could safely and efficiently grip. This programming also told the system how much leeway the robot could grip if the part wasn’t exactly the angle or orientation needed.
3. Avoiding a Collision
If the robot chooses a part that is too close to another part or in a position where the arm might collide with another part, the robotic arm could stall. Fanuc’s vision system had to learn the proper clearance to protect itself and ensure efficiency.
4. No Possible Orientations
If the vision system takes multiple photos and finds no parts orientated in such a way that it can pick, Hyperion programmed it to use its arm to shuffle parts in the tray until the Fanuc can pick successfully.
Preparing for the Future
With the vision system and simple mechanical engineering of the cell, Precision has much more flexibility to create future parts without having to wait or pay as much to add a new piece of equipment. Hyperion engineered the slide, stand and robot gripper (tooling) in a future-facing manner, creating it to meet the needs of a range of products that Precision might create with the least amount of future alterations possible.
By reprogramming the robot for a new part instead of adding new equipment, the full process to add a new part to the cell’s repertoire would take an engineer about 1 week of programming instead of 12+ weeks of lead time and the costly expense of another custom bowl feeder.
Find Your Solution
Not sure where to start or how custom automations might solve your problem? Our experienced team has worked with many industrial robots and AMRs, including Fanuc, Kuka, Epson, MiR. Talk to our experts today.